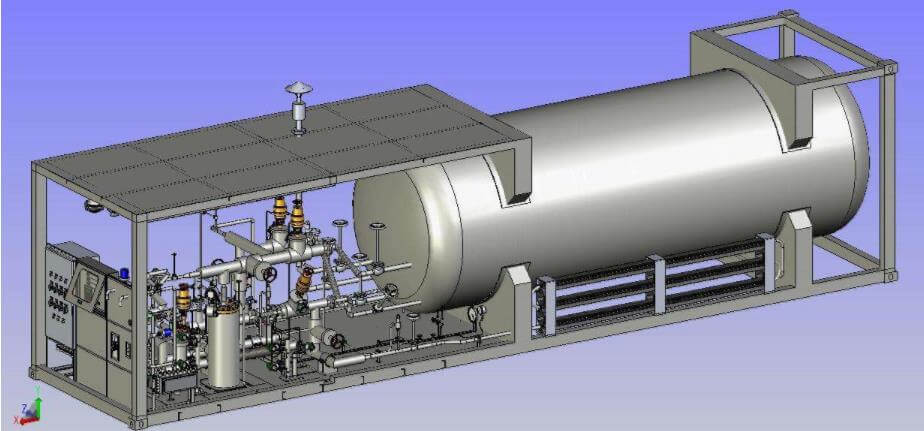
The 20' LNG tank container consists of a frame, tank and piping system, and the tank is made of low temperature insulation technology. The 20' LNG tank container has a tank body size of φ2384×5666 and a frame size of 6058×2438×2591 (mm).
The tank container body has a double-shell structure and is composed of an inner cylinder body, an outer cylinder body, a heat insulating layer, a supporting device and the like. The inner cylinder of the tank has a diameter of φ2200, the material is stainless steel (S30408), the outer cylinder has a diameter of φ2400, and the material is low alloy steel (Q345R). The inner surface of the inner cylinder is made of multi-layer aluminum foil and glass fiber paper. The layer is insulated, and 8 supporting devices are arranged between the inner cylinder and the outer cylinder, and the material is epoxy glass reinforced plastic. The outer cylinder and the inner cylinder are sandwiched, and vacuum technology is applied between the interlayers to make the interlayer in a high vacuum state, and the multi-layer insulation layer and the high vacuum state constitute a high-vacuum multilayer insulation layer, and the total thickness of the insulation layer is about 25mm.

1. Manufacture of inner and outer tank and heads
A. Material
The materials for the inner and outer cylinders and the head of the tank container shall be certified by materials and shall be re-inspected at the factory; the corner pieces and welding consumables shall be supplied by CCS certified enterprises. The inner cylinder and head material S30408 shall comply with the provisions of GB24511-2009; the outer cylinder and head material Q345R shall comply with the provisions of GB713-2008, and the steel plate shall be pumped 2 times per batch for -20 °C Charpy (V-notch) Low temperature impact toughness, AKv ≥ 34J, and ultrasonic testing should be carried out one by one, in line with JB/T4730.3-2005 Level II is qualified.
B. Cleaning
Cleaning is to reduce the physical adsorption and chemical adsorption of the steel surface, and has a great influence on the vacuum and low temperature performance. When the inner cylinder is cleaned, the pickling passivation paste or the washing solution is applied to the inner container, and then washed with water, dried, or dried.
The tube is cleaned within 24 hours of the bending process, which makes cleaning easy and thorough. Use the pump to extract the cleaning solution and repeatedly rinse the inner and outer surfaces of the tube to remove all visible oil and grease, and then rinse the filtered water repeatedly with a pump. Then dry it with clean nitrogen at room temperature.
Before cleaning the outer wall of the inner container, thoroughly remove the welding spatter, welding the coating, burrs, sand the welded parts, make the smooth transition, then scrub the surface with a washing solution or pickling passivation paste, and dry or blow dry.
The inner and outer surfaces of the outer cylinder and the head are sandblasted to an ISO2 level, exposing the metal to a white color. The machine removes the welding slag, does not fall off the scale, compresses the air to remove the surface dust and iron sand, and visually wipes the stain with a detergent. .
No contamination visible after cleaning, no fluorescence under white or black light
2. Manufacture of multilayer insulation
Check that the surface of the liner is clean and free of oil; the winding chamber must be clean and dry, free of dust; the tools used must be decontaminated in advance, and the operator should wear clean overalls, shoes, masks, hats and gloves. The relative humidity of the winding chamber should be controlled at about 70%, and unrelated personnel should not enter at will. The wrapper places the liner on the winding machine and fixes it in the correct position, confirming that the support is locked. Adjust the position of the wrap paper and the liner to determine the number of turns of the paper. Winding is required to be elastic. After winding 30 layers of foil, the winding machine is turned off.
3. Inner and outer tank set
Check the inner tube winding layer and the installed outer tube cleanliness to meet the requirements. Place the outer cylinder in a good position on the shelf. Slowly insert the liner into the housing to ensure that the winding is intact.

4. Frame and pipe making
After the corner piece and the corner post are assembled and welded, the tensile test of the diagonal piece and the corner post weld shall be carried out according to the requirements of JB4784. After passing the test, the end frame is welded on the tooling. Using the tooling, the tank body is assembled and welded with the corresponding connecting parts of the end, the bottom and the side of the frame, and the outer dimensions of the tank box are strictly controlled.
After the frame is installed, the outer pipe of the valve, the valve instrument and the safety accessory are assembled and welded. Safety accessories need to be verified and valid for the verification period. After installing the pipeline, perform a gas tight test to check for leaks in the joints and accessories, if necessary, adjust or replace.
5. Vacuum evacuation
When the container 氦 mass spectrometer leaks qualified, it can enter the heating vacuum process. Adjust the position of the container to be vacuumed so that the vacuum connection of the container is as close as possible to the suction port of the vacuum pump, so as to use a short line to evacuate as much as possible. Connect the heater to the inner tube and heat it. Heating temperature setting >100 ° C, heating time > 12 hours. After the heating is finished, the vacuum should be continuously applied after the heater is turned off. The vacuuming time must be 60 hours (including all vacuuming time) until the interlayer vacuum is better than the standard requirement 1×10-1Pa, and meet the following requirements: vacuum interlayer leakage The gas velocity is ≤5×10-9Pa.m3/s, and the vacuum interlayer leakage venting rate is ≤1×10-6 Pa.m3/s and then sealed.
6. Testing
For the design or final production, the main design parameters, main materials, structural types, key manufacturing processes and use conditions may affect the performance of the product. Type test shall be carried out. The low temperature performance test shall be carried out after the strength test is passed. The order of the type tests is as follows:
Frame welding quality, external dimensions, appearance surface quality inspection, pressure test, air tightness test, empty box quality, volume measurement, stacking test, ceiling test, hanging bottom test, external longitudinal bolting test, internal transverse bolting test , transverse stiffness test, longitudinal stiffness test, trail test, escalator test, impact test (impact test), sealing vacuum, interlayer vacuum at normal temperature, interlayer vacuum at low temperature, vacuum interlayer leakage rate, vacuum interlayer leak rate , static evaporation rate, maintenance time test.